2022.08.01
ウォーム駒の最適な加工方法とは?電気鋳造と放電加工の使い分け
ウォーム金型の製作にあたり、製品の面粗さとウォーム駒の耐久性の両立が課題ではないでしょうか?本ブログでは”ウォーム駒の最適な加工方法”をテーマに、代表的な電気鋳造(電鋳)と放電加工を紹介し、最適な加工方法の選択ができるよう詳しく解説します。
1.電気鋳造とは?
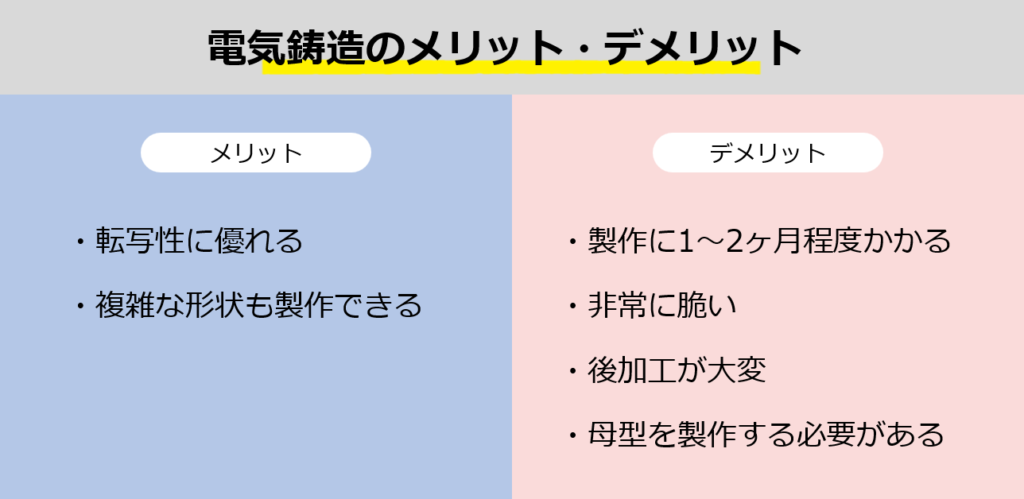
電気鋳造とは電気メッキを応用した表面処理技術であり、JISでは「電鋳とは、電気めっき法による金属製品の製造・補修または複製法である」と規定されています。電鋳は、電着が容易な銅や機械的強度の優れたニッケルなどで製作したマスターモデル(母型)を電鋳層に入れ、金属イオンをマスターモデルの表面へ電着させます。電着完了後、機械加工やマスターモデルからの離型を行うことで、ウォーム駒などの金型入れ子が完成します。電気鋳造は、転写性に優れるためレコード原盤やウォーム駒の製作で選ばれる技術です。
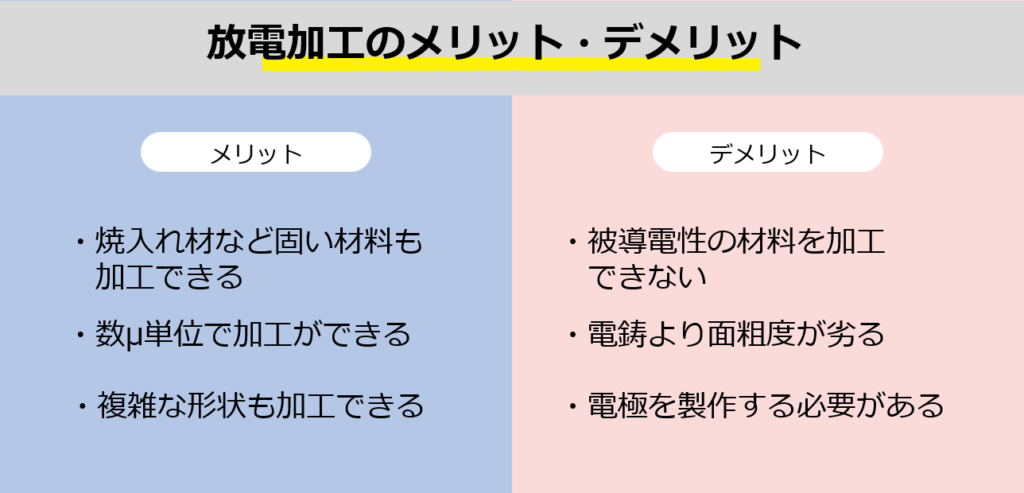
2.放電加工とは?
放電加工とは、銅などで製作した電極と被加工物との間でアーク放電を行い、被加工物を溶かして加工する方法です。一般的に放電加工機は、形彫り放電加工機、ワイヤー放電加工機、細穴放電加工機に分かれており、用途によって使い分けて加工を行います。電気を通す被加工物であれば加工できるため、切削加工では苦労した固い材質でも高精度に製作することが可能です。そのため、放電加工で製作したウォーム駒は耐久性に優れ、量産を考えているお客様に多く選ばれています。
3.最適な電気鋳造と放電加工の使い分け
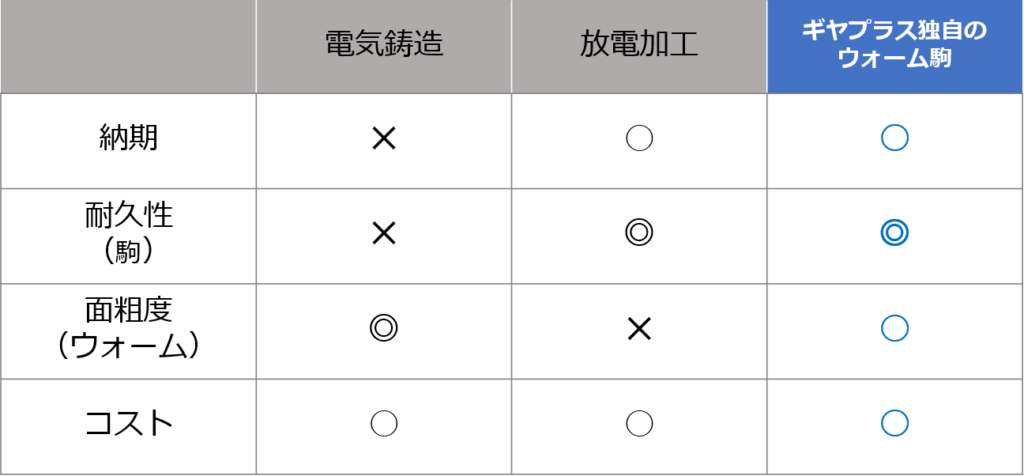
最適なウォーム駒の加工方法は、納期・ウォーム駒の耐久性・製品の面粗さ・コストから選択することができます。電気鋳造(電鋳)は、転写性が優れるため高精度な母型を製作することができれば、高い面粗度を有するウォーム駒が製作できます。しかし、納期が1~2ヶ月かかることに加え、1万ショットしか成形できなかったなどウォーム駒の耐久性に不満を持つお客様が多くいるのも事実です。そのため、ウォームの面粗さを最優先とする場合には、電気鋳造によるウォーム駒製作が最適となります。
放電加工は固い金属も加工できるため、高い耐久性を維持し何十万ショットと非常に多くの製品を成形することが可能です。しかし、加工面が梨地状のザラザラした表面に仕上がるため、電気鋳造と比較すると面粗度は劣る傾向があります。そのため、量産性を優先する場合は、放電加工を採用したほうがコストダウンにも繋がります。
以上のことから、今までは製品の面粗さもしくはウォーム駒の耐久性を天秤にかけ、選択する必要がありました。しかし、ギヤプラスでは独自の加工方法を採用し、納期、入れ子の耐久性、ウォームの面粗さ、コストのいずれも優れたウォーム駒の製作が可能になりました。詳しくは、次の項目でご紹介いたします。
4.【高面粗度で300万ショットを実現!】ギヤプラスのウォーム駒とは
ギヤプラスでは、「電鋳で製作したウォーム駒は納期が遅くて脆い」「放電加工のウォーム駒は面粗度が良くない」と言ったお客様のお悩みを解決すべく、材質から加工方法・加工条件などの実験を重ね、ギヤプラスオリジナルの「高面粗度・高耐久性を兼ね備えたウォーム駒」を実現しました。
ギヤプラスの提供するウォーム駒は、焼入れ材へ放電加工と独自加工を施すことで、電鋳では実現できない耐久性と放電加工のみでは実現が難しい面粗度の両立が可能です。メンテナンス頻度等も関係してきますが、「300万ショット成形することができました!」「もっと早く知りたかった」など嬉しいご連絡を沢山頂いています。

ギヤプラスでは、ウォームの切削試作・射出成形試作・金型・量産に加え、耐久試験など幅広く対応しております。設計段階からご相談頂ければ、量産を見越したVE/VA提案も行わせて頂いております。もちろん、電気鋳造によるウォーム駒の製作も可能ですので、ウォームでお困りの際はお気軽にご相談下さい。
ギヤプラスへお気軽にご相談下さい。
お問い合わせ合わせて読みたい関連記事
タグ一覧
最新記事
-

2025.05.13
-
2025.01.25
-

2024.08.03